 info@prspk.ru
info@prspk.ru

Абразивные головки
Шлифовальные головки – это универсальный инструмент для абразивных работ, который имеет разную конфигурацию, состав и зернистость рабочей поверхности.

Актуален на 18.04.2024
Несмотря на мировые обстоятельства, мы наладили логистические цепи из разных стран.
Продолжаем поставку европейского инструмента и поддерживаем запас на складе.



Сегодня
Вы отправляете нам на почту isales@Показать заявку в свободной форме:
Через 40 минут
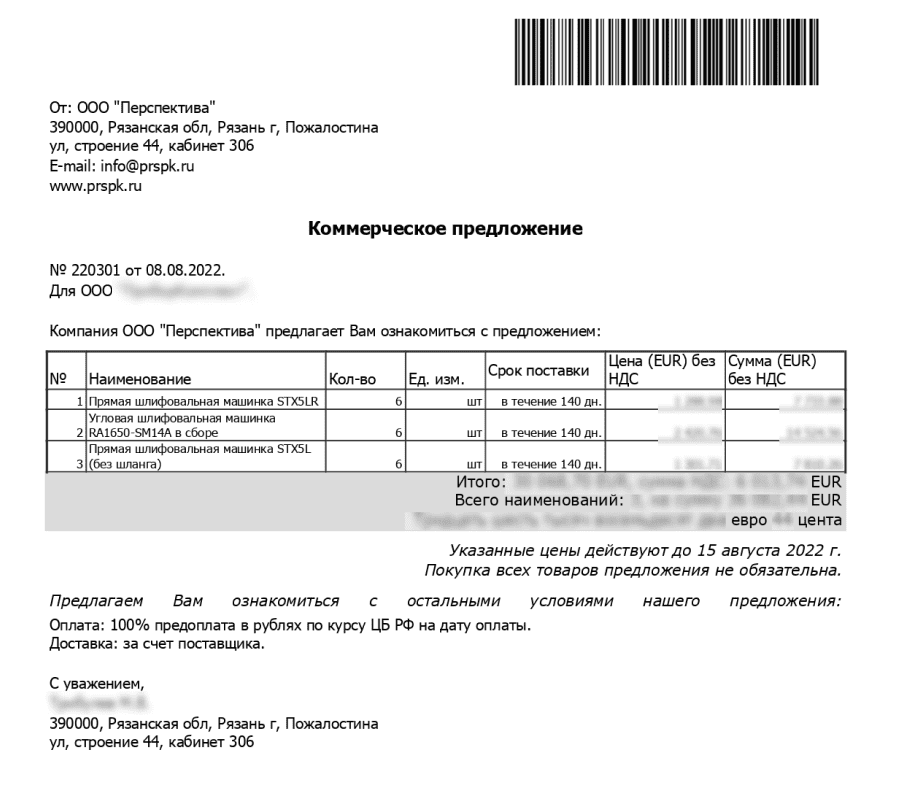
Вы получите предложение с максимальной скидкой для вашего объёма, сроками и стоимостью доставки до адреса.
В счёте будет указан срок, на который фиксируется цена.
Персональный менеджер составит договоры и документы отзаказа до поставки.

Если позиций по вашему запросу нет в наличии,
то мы сразу предложим аналоги.
Мы официальный дилер 16 производителей из 8 стран
и всегда держим запас самого востребованного инструмента на складе.
Работаем с госзакупками, тендерами и торгами по 44-ФЗ, 223-ФЗ, ПП 615. Составим форму договора поставки, которая устроит вашу бухгалтерию и казначейство. Готовы работать по вашей версии договора. Возможна отгрузка с отсрочкой платежа.
Мы зарегистрированы на порталах поставщиков и тендерных площадках РФ.
Для площадок и ЕГАИС используем электронную цифровую подпись.
 44-ФЗ223-ФЗПП 615
44-ФЗ223-ФЗПП 615Направьте запрос нашему специалисту по госзакупкам: info@prspk.ru
Ссылки
































